
Punzonado CNC
¿Qué es el punzonado CNC?
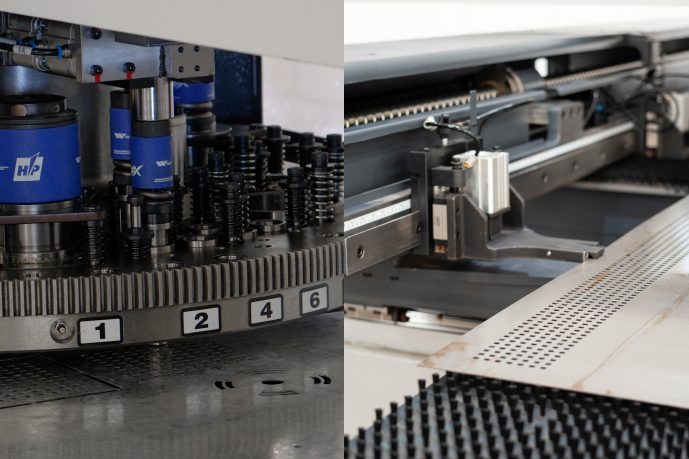
El punzonado CNC es un proceso de fabricación de lámina metálica que utiliza una torreta con herramientas intercambiables para perforar, cortar o formar el material mediante golpes controlados.
La parte CNC, o Control Numérico Computarizado, permite programar la posición, secuencia y repetición de cada operación. Esto hace posible fabricar piezas con consistencia, especialmente cuando se requiere repetir el mismo patrón muchas veces en una o varias láminas.
A diferencia del Corte Láser CNC, el punzonado no utiliza calor para cortar el material. Trabaja mediante acción mecánica: la herramienta presiona la lámina contra una matriz para generar perforaciones, cortes o formados. Esta característica lo vuelve especialmente útil en piezas con múltiples barrenos, rejillas, ranuras, ventilaciones o geometrías repetitivas donde la velocidad y el costo por pieza son factores importantes.
También permite integrar ciertos formados directamente en la lámina, como louvers, relieves o preparaciones funcionales, reduciendo operaciones adicionales cuando el diseño lo permite.
¿Qué se puede fabricar con punzonado CNC?
El punzonado CNC se utiliza principalmente en piezas de lámina metálica que requieren repetición, patrón y eficiencia. Su valor aparece cuando una pieza necesita múltiples perforaciones, ventilaciones, ranuras, preparaciones de ensamble o formados que pueden resolverse mediante herramientas de punzonado.
Este proceso es común en la fabricación de:
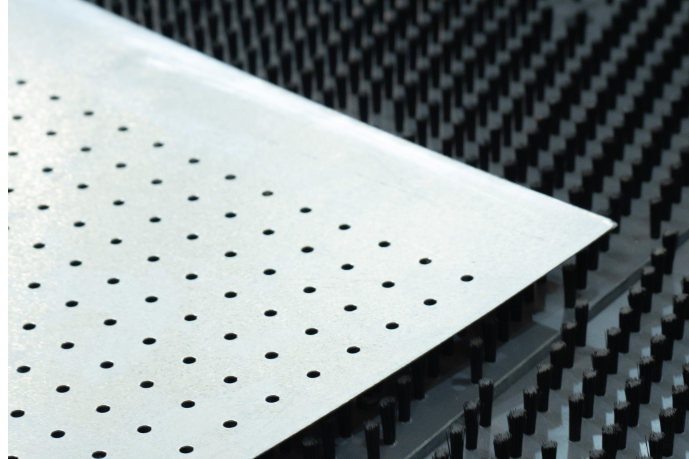
- Paneles perforados
- Rejillas de ventilación
- Gabinetes metálicos
- Paneles eléctricos
- Charolas
- Racks
- Tapas
- Piezas preparadas para ensamble.
En industrias como manufactura general, electrónica, automotriz, equipos industriales y construcción, el punzonado es útil porque permite producir componentes consistentes en series medianas o altas. Cuando el diseño requiere muchas operaciones repetitivas, este proceso puede ayudar a reducir tiempos de fabricación y optimizar el costo por pieza.
El punzonado también puede complementar otros procesos. Una pieza puede pasar por Corte Láser CNC cuando requiere contornos complejos, avanzar a Doblado CNC si debe tomar forma estructural, o integrarse posteriormente mediante Soldadura o Ensamblado según su función final.
¿Cómo trabajamos el punzonado en Metalforma?
En Metalforma, el punzonado se trabaja como parte del ciclo completo de fabricación metálica. Antes de producir, revisamos el archivo, el material, el espesor, la geometría y la cantidad de piezas para definir si el punzonado es el proceso más eficiente para el proyecto.
No todas las piezas perforadas deben fabricarse necesariamente con punzonado. En algunos casos, el láser puede ser mejor opción; en otros, la torreta punzonadora ofrece mayor eficiencia por la repetición de operaciones. Por eso evaluamos la pieza desde su función, volumen y método de fabricación, buscando la ruta de producción más conveniente.
Durante la preparación se revisan aspectos como separación entre perforaciones, tamaño de barrenos, geometría de ranuras, posición de formados, secuencia de operación y comportamiento del material. Esta revisión ayuda a evitar deformaciones, interferencias o problemas posteriores en doblado, ensamble o acabado.
Cuando el proyecto lo requiere, el punzonado puede conectarse con Ingeniería para producción para preparar archivos adecuados, con Doblado CNC para formar la pieza después del perforado, o con Ensamblado cuando el componente forma parte de un conjunto mayor.

Estándares y capacidades
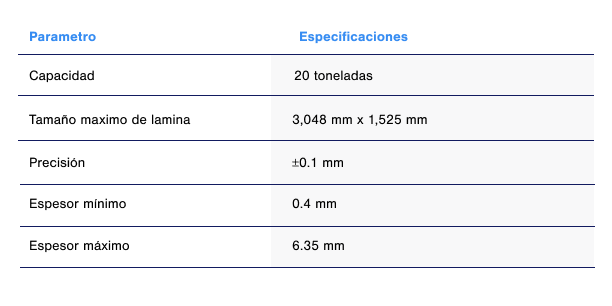
Contamos con una torreta punzonadora CNC de 20 toneladas, diseñada para trabajar lámina metálica en operaciones repetitivas de perforado, corte y formado.
El punzonado es especialmente eficiente en espesores delgados y medios, donde la repetición de operaciones y la velocidad de producción pueden representar una ventaja frente a otros procesos.
Factores que influyen en un buen punzonado CNC
El resultado del punzonado depende de la relación entre material, espesor, geometría y herramienta. Una pieza con perforaciones muy cercanas entre sí, bordes estrechos o formados próximos a una línea de doblez puede requerir ajustes en diseño para evitar deformaciones o pérdida de precisión.
También es importante considerar la separación mínima entre operaciones, el comportamiento del material durante el golpe y el desgaste natural de la herramienta. En láminas delgadas, el punzonado puede ser muy eficiente, pero requiere una planeación correcta para evitar marcas, deformaciones o rebabas excesivas.
Cuando una pieza continuará hacia Doblado CNC, la secuencia de fabricación debe definirse con cuidado. La posición de barrenos, ranuras o formados puede afectar la forma final si no se considera desde el desarrollo plano. En proyectos con geometrías críticas, la revisión de Ingeniería para producción puede ser clave antes de fabricar.
Acabados y procesos adicionales
Después del punzonado, algunas piezas pueden requerir preparación adicional para mejorar borde, superficie o presentación final. Esto es común cuando el proceso deja rebaba mecánica, marcas de herramienta o zonas que necesitan acondicionamiento antes de ensamble o recubrimiento.
Según el proyecto, las piezas pueden avanzar a desbarbado, lijado, preparación de superficie o recubrimientos. Para conocer las opciones disponibles, revisa nuestro servicio de Acabados y recubrimientos industriales.
En piezas que requieren integración posterior, el punzonado también puede conectarse con Soldadura, Ensamblado o Empaque industrial, dependiendo de la función del componente dentro del proyecto.
Cuándo conviene elegir punzonado en lugar de corte láser
El punzonado CNC suele ser una mejor opción cuando la pieza requiere muchas operaciones repetitivas, especialmente perforaciones, ranuras o patrones que pueden resolverse con herramientas de torreta. En estos casos, el proceso puede reducir tiempos y mejorar eficiencia en volumen.
El Corte Láser CNC puede ser más conveniente cuando la pieza requiere contornos complejos, detalles muy finos, geometrías variables o mayor libertad de forma. En muchos proyectos, ambos procesos pueden complementarse para elegir la ruta más eficiente.
La decisión depende del diseño, volumen, material, espesor, geometría y acabado esperado. Por eso en Metalforma evaluamos cada caso para seleccionar el proceso más adecuado.
